|
|
Papers in anderen sprachen:
|
|
|
chemie referate |
Wasserstoff ist das häufigste Element im Universum und auf der Erde das neunthäufigste. Wasserstoff kommt vor allem Form von Wasser und in Hydraten in fossilen Rohstoffen und der Biomasse vor.
Seit der Ölkrise 1973/74 gewinnt Wasserstoff an Bedeutung als praktisch unerschöpflicher Energieträger neben elektrischem Strom, besonders wegen der hohen Energiedichte von 121 kJ/g. Methan im Vergleich dazu hat nur 50,3 kJ/g. Aber auch die hohe Umweltverträglichkeit, die Ungiftigkeit und die guten Transport- und Speichermöglichkeiten zeichnen Wasserstoff aus. (weitere Details zum Element Wasserstoff, siehe Tabelle von www.britannica.com auf der vorletzten Seite)
Die Weltproduktion von Wasserstoff im Jahre 1974 betrug 270 Mrd. m³ (d.h. 25 Mio. t). Ende der 70er Jahre stieg sie auf über 300 Mrd. m³:
|
|
Mrd. m³ |
|
Welt |
|
|
USA |
|
|
BRD |
|
Für die folgenden Jahre kann mit einer Zuwachsrate von 7% gerechnet werden.
In der BRD wurden Mitte der 70er Jahre 6-8 Mrd. m³ Wasserstoff verbraucht. Schätzungen zufolge stieg der Verbrauch bis 1985 auf 22 Mrd. m³.
Ein kleiner aber wichtiger Teilmarkt für Wasserstoff ist die Produktion von flüssigem H2 für z.B. Raketentreibstoffe oder andere industrielle Anwendungen. 1980 wurden in den USA ca. 50 000 t/a für diese Zwecke hergestellt.
Der größte Teil des erzeugten Wasserstoffs wird direkt im erzäugenden Betrieb verbraucht, nur ein geringer Teil gelang in den Handel.
Wasserstoff wird großtechnisch zu 90% durch petrochemische Prozesse einschließlich Kohlevergasung hergestellt. Die übrigen 10% entfallen hauptsächlich auf die Elektrolyse von Wasser. Sonstige Verfahren spielen (noch) keine Rolle.
Wasserstoff fällt auch oft als Nebenprodukt bei Verarbeitungsprozessen in Raffinerien, petrochemischen Werken, Kokerein und anderen Chemiebetrieben an.
1974 wurden weltweit etwa 48% des Wasserstoffs aus Erdöl, 30% aus Erdgas, 16% aus Kohle und 6% mit anderen meist elektrolytischen Verfahren hergestellt. Mitte der 80er Jahre wurden immer noch 80% petrochemisch erzeugt.
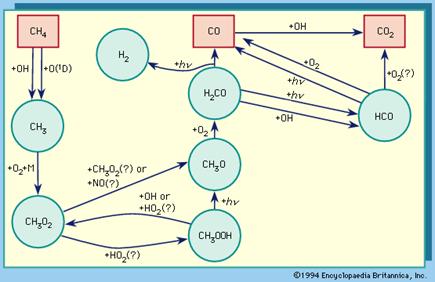
Das wichtigste Verfahren ist die katalytische Dampfabspaltung (Steam-Reforming) von Erdgas (Methan) oder leichten Erdölfraktionen (Propan, Butan, Naphtha). Dabei stammt der erzeugte Wasserstoff zu 1/3 aus Wasser und zu 2/3 aus Methan:
CH4 + H2O 3H2 + CO
(siehe auch Abbildung 1)
In den USA werden 90% des Wasserstoffs nach diesem Verfahren hergestellt.
Neben dem Steam-Reforming ist zur Zeit vor allem die partielle Oxidation von schwerem Heizöl und Erdölrückständen von Bedeutung:
2CnH2n+2 + nO2 2(n+1)H2 + 2nCO
Die Reaktion verläuft ohne Katalysator.
Dieses Verfahren wird vor allem in Ländern mit billiger Kohle angewendet.
3C + O2 + H2O H2 + 3CO
Vor dem 2. Weltkrieg wurden 90% des Wasserstoffs nach diesem Verfahren hergestellt.
Mitte der 80er Jahre wurden nur <3% der weltweiten Jahresproduktion von Wasserstoff mittels Elektrolyse hergestellt, da der Prozess sehr Energieaufwändig ist und nur einen Wirkungsgrad von 20-25% hat. Nur in Sonderfällen wurden Großanlagen errichtet. So z.B. in Agypten beim Assuan Staudamm (Leistung: 33 000 m³/h für die Ammoniak Synthese), Indien und Peru oder in Ländern mit niedrigem Strompreis.
Auch wo sehr reiner Wasserstoff benötigt wird (z.B.: zur Margarineherstellung) oder bei Kleinverbrauchern wird durch Elektrolyse hergestellter Wasserstoff verwendet.
Die Zelle zum Zerlegen des Wassers besteht im Prinzip aus 2 Elektroden aus Eisen (Kathode) und Nickel (Anode), die getrennt durch ein gastundurchlässiges Diaphragma aus drahtverstärktem Asbestgewebe in den Elektrolyten eintauchen. Der Elektrolyt besteht aus Wasser mit Kaliumhydroxid um die Leitfähigkeit zu erhöhen.
Die Prozesstemperatur beträgt nur 80-85°C und einer Zersetzungsspannung von 1,9-2,3V. Der Energiebedarf pro 1m³ Wasserstoff beträgt 4,5-5,45kWh und die Stromdichte 2-2,5kA/m² An der Anode entstehet Sauerstoff, an der Kathode der Wasserstoff:
2OH- H2O + ½ O2 + 2e- Anode
2H2O + 2e- H2 + 2OH- Kathode
H O H + ½ O
Als Nebenprodukt kann schweres Wasser (D2O) gewonnen werden, das sich im Elektrolyten anreichert.
Bei einer Elektrolyse unter Druck kann der Energieverbrauch um ~20% gesenkt werden. Weitere Neuerungen wie poröse Elektroden, die Hochtemperatur-Dampfphasen-Elektrolyse und das SPE-Verfahren (solid polymer electrolyte) optimieren den Prozess weiter.
Die rein thermische Spaltung von Wasser ist wegen der erforderlichen Temperatur von >2000°C technisch nicht sinnvoll:
H2O H2 + ½ O2
Mehrstufige thermochemische Kreisprozesse hingegen kommen mit niedrigeren Temperaturen aus. So z.B. der folgende Drei-Stufen-Prozess aus der sog. "Eisen-Chlor-Familie":
3FeCl2 + 4H2O Fe3O4 + 6HCl + H2 (650°C)
Fe3O4 + 8HCl 3FeCl2 + 2H2O + Cl2 (380°C)
Cl2 + H2O 2HCl + ½ O2 (900°C)
Summe: H2O H2 + ½ O2
Problematisch sind vor allem Werkstoff- und Korrosionsfragen sowie die Erzäugung der benötigten Prozesswärme.
Photochemische oder photoelektrische Verfahren spielen ebenso wie thermochemische zur Zeit noch keine Rolle.
In Sonderfällen wird Wasserstoff durch katalytische Zerlegung von Ammoniak oder Methanol in Spaltanlagen hergestellt. (über Nickelkontakte bei 900°C). Die Wasserstofferzeugung aus billigem Methanol könnte für erdölarme Länder wie Japan eine Verminderung der Erdölabhängigkeit bedeuten.
Wasserstoff fällt in Raffinerien und petrochemischen Betrieben vor allem durch Cyclisierung, Aromatisierung und Olefinierung von gesättigten Kohlenwasserstoffen an. Auch bei der Synthese von Acetylen, Styrol und Aceton fällt Wasserstoff an. Dieser wird aber meist im eigenen Betrieb für Hydrierzwecke verwendet.
In den USA entfielen 1980 von den etwa 62 Mrd. m³ des gezielt hergestellten Wasserstoff, 56% auf die Ammoniaksynthese, 25% auf Raffinerieprozesse (z.B. Hydrocracken zu Verbesserung von Erdölprodukten, Hydrotreating [d.h. hydrierende Entfernung von Schwefel, Stickstoff und Sauerstoff aus Rohöl und Destillaten], Heizzwecken) und 7% auf die Methanol-Synthese.
Die übrigen 12% wurden für die Hydrierung in der organischen Chemie (Fetthärtung, Anilin- und Cyclohexan-Synthese), in der Elektronik (Schutzgas bei der Halbleiter- und Transistorherstellung), in der Metallurgie (z.B. als Synthesegas zur Direktreduktion von Eisenerz zu Eisenschwamm, als Reduktions- oder Schutzgas bei Temper- und Umschmelzprozessen), in der Glasindustrie, zur Chlorwasserstoffherstellung, zum autogenen Schweißen und Schneiden (Knallgasgebläse) und in der Schutzgas-Schweißtechnik (Argon-Wasserstoff) benötigt.
Verwendung von Wasserstoff als Reduktionsmittel:
MoO3 + 3H2 Mo + 3H2O (bei 1000°C)
Der Bedarf an Wasserstoff in Raffinerien nimmt bei der Verarbeitung schwerer Rohöle sowie zukünftig von Ölschiefern, Ölsanden und Kohleöl stark zu. (Zum Ausgleich des H/C-Verhältnisses) Weitere Zukünftige Anwendungsgebiete für Wasserstoff sind die Kohlehydrierung (Verflüssigung) zur Herstellung von Kraft und Brennstoffen und die Herstellung von synthetischem Methan durch Hydrierung von Kohlenmonoxid.
Der Wasserstoffanteil, der in den Handel kommt wird im allgemeinen in gasförmiger (in Stahlzylindern oder Flaschenbündeln bei ~200bar) oder flüssiger Form (kryogen, bei -253°C, der Siedepunkt von Wasserstoff liegt bei -252,8°C) befördert.
Auch durch Rohrleitungen kann Wasserstoff transportiert werden. Im Rhein-Ruhr-Gebiet wird bereits seit Jahrzehnten ein über 200km langes Druckrohleitungsnetz mit 14 Wasserstoff erzeugenden und/oder verbrauchenden Betrieben. Die maximale Transportleistung des Netzes beträgt 312 Mio. m³/a.
Wasserstoff kann auch in fester Form transportiert bzw. gespeichert werden. Teilweise noch in Entwicklung befinden sich Möglichkeiten mit Hydriden wie Titan/Eisenhydrid TiFeH1,95 und Magnesium/Nickelhydrid MGNiH4,2.
|
normal hydrogen |
deuterium |
|
|
Atomic hydrogen | ||
|
Atomic number |
|
|
|
Atomic weight |
|
|
|
Ionization potential |
13.595 electron volts |
13.600 electron volts |
|
Electron affinity |
0.7542 electron volts |
0.754 electron volts |
|
Nuclear spin |
|
|
|
Nuclear magnetic moment |
|
|
|
(nuclear magnetons) | ||
|
Nuclear quadrupole moment |
|
2.77(10^-27) square centimetres |
|
Electronegativity (Pauling) |
|
|
|
Molecular hydrogen | ||
|
Bond distance |
0.7416 angstrom |
0.7416 angstrom |
|
Dissociation energy (25 degrees C) |
104.19 kilocalories per mole |
105.97 kilocalories per mole |
|
Ionization potential |
15.427 electron volts |
15.457 electron volts |
|
Density of solid |
0.08671 gram per cubic centimetre |
0.1967 gram per cubic centimetre |
|
Melting point |
-259.20 degrees Celsius |
-254.43 degrees Celsius |
|
Heat of fusion |
28 calories per mole |
47 calories per mole |
|
Density of liquid |
|
|
|
(-252.78 degrees) |
(-249.75 degrees) |
|
|
Boiling point |
-252.77 degrees Celsius |
-249.49 degrees Celsius |
|
Heat of vaporization |
216 calories per mole |
293 calories per mole |
|
Critical temperature |
-240.0 degrees Celsius |
-243.8 degrees Celsius |
|
Critical pressure |
13.0 atmospheres |
16.4 atmospheres |
|
Critical density |
0.0310 gram per cubic centimetre |
0.0668 gram per cubic centimetre |
|
Heat of combustion to water (g) |
-57.796 kilocalories per mole |
-59.564 kilocalories per mole |
|
^ indicates exponentiation |
Büchner/Schliebs/Winter/Büchel:
Industrielle Anorganische Chemie, Zweite, durchgesehene Auflage
VCH Verlagsgesellschaft mbH, 1986
Emons/Bräutigam/Hellmold/Holldorf/Kümmel/Martens:
Grundlagen der technischen anorganischen Chemie
VEB Deutscher Verlag für Grundstoffindustrie, 1978
https://www.britannica.com
| Referate über:
|
|
Datenschutz |
| Copyright ©
2025 - Alle Rechte vorbehalten AZreferate.com |
Verwenden sie diese referate ihre eigene arbeit zu schaffen. Kopieren oder herunterladen nicht einfach diese # Hauptseite # Kontact / Impressum |