|
|
Ähnliche Berichte:
|
Papers in anderen sprachen:
|
|
|
physik referate |
Zahnradfertigung
1.Formverfahren
Beim Formverfahren hat das Werkzeug das Profil der Zahnlücke. Die Zahnrücken werden einzeln gefertigt. Zur Bearbeitung der n chsten Zahnlücke wird das Werkstück um Zahnteilung weiter gedreht (= Einzelteilverfahren). Für die jeweilige Form des Zahnes beim Werkstück ist ein entsprechendes Werkzeugprofil erforderlich. Als Werkzeuge werden verwendet Scheiben- oder Fingerfräser, Stoßstahl, Räumnadel und Schleifscheibe.
Anwendung: Beim Formfräsen werden Werkstücke mit Profilen hergestellt, die nicht wälzbar sind, eine große Verzahnungstoleranz aufweisen und eine große Teilung oder einen Durchmesser haben.
. Wälzverfahren
Beim Wälzverfahren wird zwischen Werkstück und Werkzeug durch kinematische Kopplung eine Wälzbewegung realisiert. Die Flankenform (= Evolvente) entsteht als Einhüllende der geradflankigen Werkzeugschneide.
a Wälzhobeln
Die Schnittbewegung des Hobelkamms
wird durch eine Hubbewegung ausgeführt. Der Vorschub wird
durch radiales
Eintauchen oder
durch tangenziales
Einlaufen des Hobelkamms und durch die
Wälzbewegung des Werkstück vollzogen. Beim Rückhub findet die Abhebbewegung des Hobelkamms statt. Es kann jeweils nur eine
Gruppe
von Zähnen
bearbeitet
werden. Der Hobelkamm wird dann zurückgeführt und das Werkstück um die
entsprechende Zähnezahl weitergedreht.
Anwendung: Wälzhobeln wird bei Werkstücken mit Vor- und Fertigverzahnen von Gerad- und Schrägverzahnungen großer Abmessungen, hoher Werkstoffestigkeit und großer Zahnbreite angewendet.
b)Wälzstoßen
Durch Drehung des zahnradförmigen Werkzeugs wird durch eine kinematische Kupplung der Drehung des Werkstücks so angepaßt, als würden beide Elemente wie Zahnräder in einem Getriebe wälzen. Die Schnittbewegung wird durch eine Hubbewegung des Werkzeugs durchgeführt. Die Vorschubbewegung wird durch eine radiale Zustellung bis auf Tauchtiefe und durch Wälzbewegung erzeugt. Beim Rückhub des Werkzeugs muß ebenfalls wie beim Wälzhobeln eine Abhebbewegung stattfinden. Bei schrägverzahnten Werkstücken muß eine berlagerung der Hubbewegung und der Schraubbewegung folgen.
Anwendung: Wälzstoßen wird bei Werkstücken mit Vor- und Fertigverzahnung von Innenverzahnungen, Verzahnungen mit zukleinen axialen
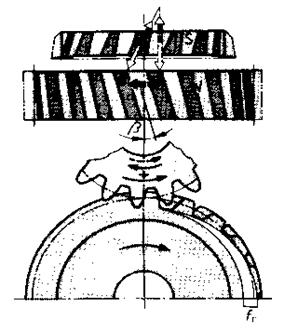
Abb. 2: Wälzsto en eines schrägverzahnten Stirnrades W mit Schneidenrad S. Schraubenbewegung von S durch Kurvenführung. fr Radialvorschub erfolgt autom. auf Zahntiefe.
Werkzeugüberlaufweg für Wälzfr ser angewandt.
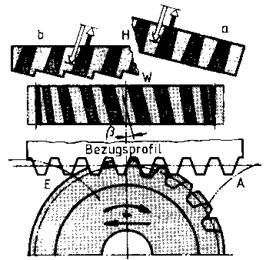
c)Wälzfr sen
Die Drehung des Werkrades wird durch kinematische Kopplung der Drehung des schneckenförmigen Werkzeugs so angepaßt, als würden beide Elemente wie eine Getriebeschnecke mit Schneckenrad laufen. Durch eine zusätzliche berlagerung der Vorschubbewegung zerspant der Wälzfräser den Werkstoff der Zahnlücken.
Anwendung: Wälzfräsen wird bei der Vorverzahnung von Automobilgetrieberädern in Serienfertigung, vor- und fertigverzahnten Werkstücken mit weichen, vergüteten und geh rteten Groß-, Sonder-, Kerb- und Keilwellenverzahnungen angewandt.
Abb. 3: Wälzfräsen a ) Walzfräsen eines
schrägverzahnten Stirnrades
b.) Walzfräsen eines
Schneckenrades
. Feinbearbeitung von Verzahnungen
Die Feinbearbeitung erfolgt im weichen Zustand des Werkstückes, durch Schaben und bei geh rteten Werkstücken durch Schleifen, Schälwälzfräsen oder Sch lwälzstoßen. Die Hauptaufgabe der Feinbearbeitung ist die Beseitigung der geometrischen Abweichungen an den Werkstücken bzw. Z hnen.
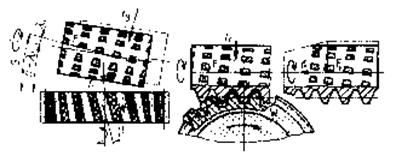
a Schaben mit Schabrad
Das vorverzahnte Werkstück wird unter gekreuzten Achsen ohne kinematischer Kopplung mit einem zahnradförmigen Werkzeug gewälzt. Das Schabrad treibt das Werkstück an. Durch die Achskreuzung entsteht ein Gleiten des Schabrads auf der Werkstückzahnflanke in Zahnhöhen und Längsrichtung. Auf der Flanke des Schabrads sind Schneidstollen, die unter Kraftwirkung über der Werkstückflanke die Spahnabnahme durchführen.
Anwendung: Diese erfolgt bei Feinbearbeitung von vorverzahnten, weichen Gerad- und Schrägverzahnungen, Serienfertigung von Automobilgetrieberädern, Verbesserung der Oberflächengenauigkeit und der Verzahnungsfehler.
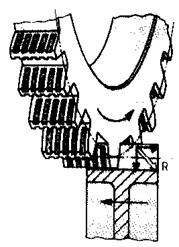
b) Verzahnungsschleifen
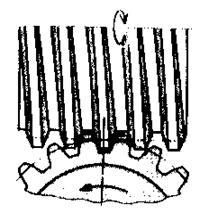
Abb. 4: Schaben
R Schneidrichtung, Resultierende aus Wälzbewegung und Zahnschräge des Schabrades.
Diese erfolgt bei Fertigbearbeitung von meistens geh rteten oder vergüteten Verzahnungen. Als Werkzeuge werden Korund- und CBN- Schleifscheiben eingesetzt.
Abb. 5: Wälzschleifen mit Schleifschnecke Das Werkzeug ist der Steigung entsprechend en geneigt (wie Walzfräsen), der Axialschub erfolgt durch die Werkradaufnahme.
. Verzahnung
4.1 Allgemeines
Die einfachtste Möglichkeit, eine Drehbewegung in eine schnellere oder langsamere Drehbewegung überzuführen, ist das Abrollen eines getriebenen Rades (Kreise) k auf einem treibenden Rad (Kreis) k Dabei sind die beiden Kreise in den Punkten o1 und o2 in der festen Zeichenebene drehbar gelagert vorzustellen.
Jedes Rad gehört selbst einem eigenen System bzw. an, wobei die beiden
R der im Berührungspunkt aufeinander abrollen. Um das Abrollen ohne Rutschen zu
gew hlreisten, müssen die Ränder der Räder sehr rau sein. Daher nennt man sie
Reibräder.
Sollen größere Kräfte von einem Rad auf das andere übertragen werden, dann muß die "Rauheit" der Räder gesteigert werden, d. h. man versieht das Rad mit Erhöhungen und Vertiegungen (Zähne) und muß dafür sorgen, daß das zweite Rad mit den dazu passenden Gege-Vertiefungen und - Erhöhungen versehen wird (Gegenprofile).
| Referate über:
|
|
Datenschutz |
| Copyright ©
2025 - Alle Rechte vorbehalten AZreferate.com |
Verwenden sie diese referate ihre eigene arbeit zu schaffen. Kopieren oder herunterladen nicht einfach diese # Hauptseite # Kontact / Impressum |