|
|
Papers in anderen sprachen:
|
|
|
projekt referate |
Umformen - Spanlose Bearbeitung von
Kunststoffen
Es können nur thermoplastische Kunststoffe umgeformt werden. Es werden
vorwiegend thermoplastische Kunststoff-Halbzeuge in Temperaturbereichen in
denen die Kunststoffe im thermoelastischen Zustand vorliegen umgeformt. Dies
ist also eine Warmumformung.
Bei amorphen Thermoplasten, liegt die Umformtemperatur oberhalb des
Erweichungstemperaturbereiches. Wo hingegen die Umformtemperatur bei
teilkristallinen Thermoplasten im Kristallitschmelzbereich liegt. Ein großer
Vorteil der Warmumformung ist, daß nur kleine Kräfte aufgebracht werden müssen,
um eine große Umformung zu erreichen. Ein Nachteil ist allerdings, daß die
Umformkraft nach dem Umformen solange weiter auf das Werkstück einwirken muß,
bis es durch Einfrieren wieder in einen festen Zustand versetzt worden ist.
Wird das Werkstück wieder erhitzt werden die, beim Umformen entstandenen,
Spannungen und erzeugten Orientierungen der Kettenmoleküle wieder frei und das
Werkstück hat das Bestreben sich wieder in seine ursprüngliche Form zurück zu
verändern (z.B.: Joghurtbecher). Dieses Verhalten wird Rückstellbestreben
genannt.
Verfahrensüberblick
Biegen und Abkanten von Tafeln
Das Biegen und Abkanten von Tafeln erfolgt als Warmumformung im thermo- oder
gummielastischen Temperaturbereich. Mit Heizelementen (mechanische Berührung),
Heizstrahlern oder Warmgas erfolgt die Erwärmung der umzuformenden Zone. Bei
dünnwandigen Tafeln (bis ca. 3 mm) genügt meist eine einseitige Erwärmung auf
der Biegezugseite. Ist die Tafeldicke größer muß beidseitig erwärmt werden.
Vorrichtungen, die zum Biegen und Abkanten verwendet werden sind zum Beispiel
aus Holz, Schichtpreßstoffen oder Metall, je nach der Anzahl der umzuformenden
Teile. Die Abkühlzeiten hängen von der Vorrichtung ab. So ist die Abkühlzeit
bei einer Vorrichtung aus Metall kürzer als bei einer nichtmetallischen, wie
z.B.: Holz. Aufgrund der Rückfederung, die nach dem Einfrieren auftritt, müssen
die Biegewinkel entsprechend größer sein als für das fertige Werkstück
gefordert ist. Zum Biegen und Abkanten gibt es geeignete Maschinen, allerdings
kann auch von Hand gearbeitet werden.
Eine weitere Möglichkeit des Biegens von Tafeln ist das Formbiegen. Es werden
aus ebenen Tafeln zylindrisch oder sphärisch gekrümmte Flächen erzeugt. Das
Formbiegen eignet sich vor allem für kleine Stückzahlen großflächiger Formteile
bei geringem Werkzeugaufwand.
Zur Herstellung von Rohren mit großen Druchmessern können Tafeln durch
Rundbiegen mit nachfolgendem Verschweißen der Längskanten verwendet werden. Es
sind auch Vierkantrohre möglich.
Biegen und Aufweiten von Rohren
Stehen bei der Rohrverlegung keine geeigneten Formstücke zur Verfügung, kann
man für die handwerkliche Verarbeitung von Kunststoffrohren Rohrbogen und
Rohrmuffen auf eine einfache Weise selbst herstellen. Hauptsächlich wird diese
Methode auf PVC-hart-Rohre angewandt. Die Umformung erfolgt hier ebenfalls im
thermoelastischen Bereich. Das beim Umformen der Querschnitt im Rohrbogen
erhalten bleibt, füllt man das Rohr vorher mit Sand, Schaumgummi,
Schraubenfedern oder aufgeblasenen Gummischläuchen. Anschließend erwärmt man
die Rohrstücke in einem Wärmeschrank oder örtlich an der Biegestelle durch
Warmgas. Zur Muffenherstellung kann die Erwärmung auch durch eintauchen in
heiße Flüssigkeiten (z.B.: Paraffin, Glyzerin) erfolgen. Das erwärmte Rohr wird
dann von Hand oder in einer Vorrichtung gebogen und bis zur Formstabilität
abgekühlt.
Streckformen von Folien und Tafeln
Dieses Verfahren ist selbstverständlich nur für thermoplastische Kunststoffe
geeignet. Die Verformung muß im thermo- oder gummielastischen Bereich als
Warmumformung durchgeführt werden. Der Folien- oder Tafelzuschnitt ist in einem
Spannrahmen fest eingespannt. Damit eine Faltenbildung verhindert wird, erfolgt
die Verformung zweiachsig durch Zugspannung. Da der Werkstoff durch die feste
Einspannung nicht nachfließen kann, erfolgt die Verformung aus der Wanddicke
heraus, die Wanddicke wird daher kleiner mit zunehmender Formungstiefe.
Verfahrensablauf beim Streckformen:
Zuschneiden
von Tafeln und Folien oder Arbeiten von der Rolle
Einspannen
Erwärmen
in den thermoelasitschen Bereich
Umformen
(mechanisch - pneumatisch)
Abkühlen
(Einfrieren) unter Einwirkung der Umformkraft
Ausformen
Nacharbeiten
(Randbeschneiden, Rollieren von Becherrändern usw.)
Alle diese Vorgänge können halbautomatisch oder vollautomatisch im
Durchlaufverfahren auf entsprechenden Maschinen bzw. Anlagen durchgeführt
werden.
Zur Erwärmung werden Wärmeöfen (eher selten, da lange Heizzeiten),
Kontaktheizungen (für dünne Folien) und Infrarotstrahlungsheizungen (häufigste
Art mit Keramik- oder Quarzstrahlern) verwendet. Je nach Formteilgestalt und
Wanddickenverteilung ist auf gleichmäßige oder gezielt unterschiedliche
Temperaturverteilung zu achten. Das Umformverfahren hängt vom Kunststoff, der
Gestalt des Formteils, der Wanddickenverteilung und der Stückzahl ab.
Gebräuchliche Verfahren sind:
Vakuumformen:
positiv und negativ möglich; die Maschinen sind preiswert, die Werkzeuge billig. Die
Negativ-Verformung benötigt meist einen
Stempel, sonst erhält man dünne Ecken und dicke Flansche. Positiv-Verformung ist
meist nur für flache oder reliefartige Teile zweckmäßig.
Druckluftformen:
Maschinen sind teurer, beim Werkzeug ist höherer Aufwand notwendig, allerdings sind bessere
Konturenschärfen und hohe
Taktfolge erreichbar.
Vakuumformen
mit mechanischer oder pneumatischer Vorstreckung
Verpackungsbehälter und Trinkbecher werden in Mehrfachmetallwerkzeugen nach
mechanischem Vorstrecken mit Filzstempeln durch Druckluft geformt.
Großflächige Formteile können in Holzwerkzeugen oder Werkzeugen aus verstärkten
Epoxidharzen hergestellt werden. Es kann pneumatisch oder mechanisch mit filz-
oder stoffbelegten Holzstempeln vorgestreckt werden. Um die Abkühlzeit zu
verkürzen wird die Oberfläche der Formteile in der Maschine mit Preßluft oder
Preßluft-Wassernebel-Gemischen besprüht.
Spanende Bearbeitung von Kunststoffen
Die spanende Bearbeitung von Kunststoffen kommt vor allem bei folgendem in
Frage:
zur
Nacharbeit bei Spritzguß,- Preß- und umgeformten Teilen
bei
der handwerklichen Verarbeitung zur Herstellung von Einzelstücken (Prototypen,
Ersatzteilen)
zur
Vorbereitung von Schweißnähten im Apparatebau
zum
Zerschneiden von Halbzeug
Allgemein sind Kunststoffe nach allen gängigen Verfahren spanend bearbeitbar.
Allerdings muß bezüglich Werkzeuggeometrie und Maschinenauslegung (Drehzahl,
Schnittgeschwindigkeit, Vorschub, usw.) auf die grundsätzlich anderen
Eigenschaften der Kunststoffe gegenüber den Metallen geachtet werden. Diese
Eigenschaften sind schlechte Wärmeleitung, große Wärmeausdehnung, kleinerer
Elastizitätsmodul, gegebenenfalls niedrige Erweichungstemperatur,
Rückdeformation starker Verschleiß der Werkzeuge durch Füllstoffe, Staubentwicklung
bei Duroplasten und gegebenenfalls Freiwerden von Zersetzungsprodukten.
Schneiden, Sägen, Trennen
Beispiele:
Zuschneiden
von Tafeln auf der Schlagschere
handwerkliches
Sägen mit speziellen Sägeblättern für Kunststoffe
maschinelles
Sägen auf der Bandsäge mit speziellen Sägeblättern (je weicher der Kunststoff ist, um so größer ist
die Zahnteilung)
Da die Schnitte verhältnismäßig rauh werden müssen sie gegebenenfalls
nachbearbeitet werden. Bei der spanenden Bearbeitung von thermoplastischen
Kunststoffen müssen die Bandgeschwindigkeiten so gewählt werden, daß im
Sägespalt keine zu große Erwärmung und damit auch Klemmwirkung auftritt. Beim
maschinellen Sägen auf der Kreissäge sind Sägeblätter mit hartmetallbestückten
Zähnen und besonderem Schliff je nach dem zu trennendem Kunststoff angebracht.

Liegen besonders harte Werkstoffe bzw. Füllstoffe mit Wasserkühlung vor, so ist
das Trennen mit Trennscheiben (Diamanttrennscheiben) zu empfehlen.
Abgraten, Feilen, Hobeln
Beispiele:
Abgraten
mit Ziehklinge oder spezieller Kunststoffeile
Feilen
und Hobeln als handwerkliche Bearbeitung von einzelnen
Flächen mit
Kunststoffeilen bzw. -hobeln, die große Spanrillen
aufweisen
maschinelles
Hobeln auf Hobelmaschinen mit üblichen Stählen für die Kunststoffbearbeitung
Bohren, Senken
Der wichtigste Faktor ist, daß der Spiralbohrer einen Spanwinkel um 0° hat,
damit eine schabende Wirkung ausgeübt wird.
Es können spezielle Bohrer für Kunststoffe mit steilerem Drall und kleinerem
Spitzenwinkel eingesetzt werden. Es ist auch möglich neue scharfe geschliffene
Bohrer für Stahl einzusetzen. Die Bohrer, die zum Einsatz kommen, müssen
mindestens die Qualität eines HSS-Bohrers aufweisen. Werden harte oder gefüllte
Kunststoffe bearbeitet sollten Bohrer mit Hartmetallschneiden verwendet werden.
In Kunststoff gebohrte Löcher fallen im allgemeinen kleiner aus als dem
entsprechenden Bohrdurchmesser. Beim Senken von Kunststoffen können nur
spezielle, zylindrische Senker verwendet werden.
Fräsen
Es ist sowohl Gleichlauffräsen als auch Gegenlauffräsen möglich. Die
verwendeten Fräsmaschinen sollten schnellaufend, also mit
Schnittgeschwindigkeiten bis 2000m/min, sein. Es können aber auch
schnellaufende Bohrmaschinen mit eingesetzten Fräsern verwendet werden. Fräser
für Kunststoffe haben eine kleine Schneidenzahl und sind zweckmäßig mit
Hartmetall bestückt. Je dünner das Werkstück ist, desto mehr sollte der
Spanwinkel gegen 0° gehen, um ein Haken zu vermeiden. Wegen der starken Neigung
zur "Bartbildung" am Werkstück sind die zu bearbeitenden Werkstücke an der
Seite und im Fräserauslauf mit Beilagen aus gleichem oder ähnlichem Kunststoff
zu spannen.
Zum Nutenfräsen können zweischneidige Fräsmesser verwendet werden, die man auch
selbst herstellen kann.
Drehen
Drehen ist ein sehr häufig verwendetes Verfahren sowohl in der Einzelfertigung
als auch in der Serienfertigung. Bei der Automatenbearbeitung werden Drehen,
Fräsen, Bohren, Gewindeschneiden, Rändeln usw. kombiniert. Es sind
schnellaufende Drehmaschinen, mit Schnittgeschwindigkeiten bis 500 m/min,
erforderlich und sie sollten, wenn möglich eine Einrichtung zur Luftkühlung
haben. Die Schneidengeometrie der Drehmeißel richtet sich nach den zu
bearbeitenden Kunststoffen. Die Werkzeuge sollten aus HSS oder Hartmetallen sein.
Der Vorschub ist so zu wählen, daß die Wärme weitgehend mit dem Span abgeführt
werden kann. Der Spanwinkel liegt um 0°, zum Teil auch negativ, daß heißt, man
erreicht eine schabende Wirkung. In Ausnahmefällen, bei weichen Thermoplasten,
werden ein positiver Spanwinkel und Hohlkehle verwendet, damit ein sogenannter
Fließspan entsteht, das heißt eine stetige Spanabfuhr aus dem Schneidenbereich
gewährleistet ist.
Schleifen, Polieren
Schleifen wird insbesondere zum Einstellen genauer Maße bei Halbzeugschnitten
oder Schweißnahtvorbereitungen angewandt. Bandschleifmaschinen mit Bändern
verschiedener Körnung sind zweckmäßig. Je weicher ein zu bearbeitender
Kunststoff ist, desto gröber muß die Körnung der Bänder sein, da sonst eine
Neigung zum Schmieren und Aufschmelzen besteht. Die Staubabsaugung ist
unbedingt erforderlich. Beim Arbeiten mit Schwingschleifern muß naß geschliffen
werden.
Polieren kommt nur in Ausnahmefällen in Frage, zum Beispiel wenn eine
geschliffenen Oberfläche noch mattes Aussehen hat. Polieren kommt hauptsächlich
im Modellbau vor. Das Polieren erfolgt mit Filzscheiben und Poliermittelzusatz
naß oder trocken. Bei Thermoplasten besteht dabei die Gefahr des Anschmelzens
und Verschmierens.
Fügen von Kunststoffen
Fügeverfahren dienen zum Verbinden von Formteilen oder Halbzeugen. Diese
Verbindungen können lösbar oder nicht lösbar sein. Man unterscheidet Kleben,
Schweißen sowie die Herstellung von Schnapp-, Schraub- und Nietverbindungen.
Kleben
Das Kleben von Kunststoffen ist ein Fügeverfahren, bei dem gleiche oder
unterschiedliche Werkstoffe mit speziellen Klebstoffen, die im allgemeinen
unlösbar sind, miteinander verbunden werden. Durch das Kleben entsteht eine
gleichmäßige Spannungsverteilung in der Klebefuge, die Struktur der Fügeteile
wird allerdings meist nicht verändert. in den meisten Fällen wird gleichzeitig
eine Abdichtung erreicht. Die Klebeverfahren sind leicht zu erlernen und
benötigen nur einen geringen Aufwand an Investitionen, deswegen sind sie auch
für die Einzel- und Serienfertigung geeignet. Ein Nachteil allerdings ist die
niedrige Festigkeit der Verbindungen, deshalb ist eine Überlappung der
Fügeteile angebracht; die Klebeverbindung wird dann auf Scherung und nicht auf
Zug beansprucht. Mit einer Alterung des Klebstoffs und somit auch einer
Versprödung sollte gerechnet werden.
Wichtige Einflußfaktoren auf die Güte der
Klebeverbindung
Wichtig für eine gute Klebeverbindung sind eine hohe innere Festigkeit des
Klebstoffs (Kohäsion) und eine hohe Haftfestigkeit des Klebstoffs an den beiden
Fügeteiloberflächen (Adhäsion).
Eine hohe Kohäsion wird bei thermoplastischen Klebstoffen durch langkettige
Moleküle erreicht (zum Beispiel: Kautschukklebstoffe), durch eine
Polymerisation der Ausgangskomponenten des Klebstoffs oder durch eine
Vernetzung bei duroplastischen Klebstoffen. Je dünner die Klebstoffschicht ist,
desto höher ist die Kohäsion.
Wichtigste Einflußgröße auf die Adhäsion ist die Sauberkeit der Oberflächen. Um
diese Sauberkeit zu erreichen, müssen die Fügeflächen gründlich gereinigt und
entfettet werden.Durch ein eventuelles Aufrauhen der Fügeflächen wird die
Oberfläche vergrößert und es wird in vielen Fällen ein "mechanisches Verhaken"
des Klebstoffs im Fügeteil erreicht. Um die Benetzung der Fügeflächen mit
Klebstoff zu verbessern, können die Fügeteile nach dem Klebstoffauftrag
zusammengedrückt werden und gegebenenfalls erhitzt werden. Bei
Kunststoff-Fügeteilen wird dadurch vielfach eine Diffusion der
Klebstoffmoleküle in die Fügeteile erreicht.
Durch Weichmacher und Füllstoffe werden die Kohäsion und die Adhäsion ebenfalls
beeinflußt.
Klebstoffarten
Man unterscheidet physikalisch abbindende und chemisch reagierende Klebstoffe.
Physiklisch abbindende Klebstoffe: Die Kleblösungen sind organische Lösiungsmittel, die vielfach mit Kunststoffen
eingedickt sind. Durch Verdunsten
des Lösungsmittels wird die Klebfestigkeit erhöht, allerdings besteht die Gefahr der Spannungsrißbildung in
den Fügeteilen.
Klebedispersionen bestehen aus
thermoplastischen Bindemitteln, die in Wasser
dispergiert werden. Das Wasser muß dabei durch mindestens ein Fügeteil verdunsten können.
Beispiel: Milch- oder
Weißleim für Holz
Kontaktklebstoffe bestehen aus
synthetischem Kautschuk, der in Lösungsmitteln gelöst ist. Nach dem
Klebstoffauftrag auf beide Fügeflächen
und kurzem "Ablüften" werden die Klebeflächen zusammengedrückt.
Beispiel:
Kautschukspezialklebstoffe
Heißsiegelklebstoffe bestehen
aus thermoplastischen Bindemitteln, die über Lösungsmittel oder direkt auf die
Fügeteiloberfläche aufgetragen werden.
Sie werden späater durch Wärme aufgeschmolzen und durch Druck verklebt.
Beispiel:
heißsiegelfähige Pappen in der Verpackungsindustrie
Schmelzklebstoffe sind
thermoplastische Klebstoffe ohne Lösungsmittel, die auf die Schmelztemperatur erhitzt werden und auf ein
Fügeteil aufgetragen
werden. Im geschmolzenen Zustand wird die zweite Fügefläche aufgedrückt.
Chemisch reagierend Klebstoffe:
Bei Einkomponentenklebstoffen, meist
sogenannte Schnellklebstoffe, erfolgt die
chemische Vernetzung der Ausgangskomponenten durch Erwärmung auf eine gestimmte Temperatur
oder durch die katalytische Wirkung
der Fügeteiloberflächen
Zwei- oder
Mehrkomponentenklebstoffe bestehen aus niedermolekularen Substanzen, die vor dem
klebstoffauftrag in einem bestimmten Verhältnis
gemischt werden. Die Vernetzung erfolgt durch eine chemische Reaktion, eingeleitet durch
beigemischte Katalysatoren. Nach
der Abbindezeit, je nach Temperatur bis zu mehreren Stunden, erhält
man hohe Festigkeit der Klebeverbindung.
Beispiel: EP-Harze für
Kunststoff- und Metallklebungen
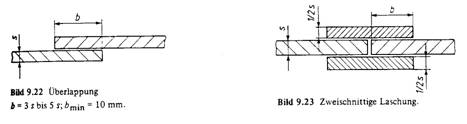
3.1.3. Ausführung von Klebverbindungen
Klebeverbindungen sind so zu gestalten, daß keine wesentlichen Scherkräfte auf
die Klebstelle wirken. Stumpfstoß-Verbindungen sind nur bei großen Klebeflächen
und kleinen Beanspruchungen zulässig.Wegen der einfachen Ausführung und guten
Festigkeit wird bevorzugt die einschnittige Überlappung angewendet. Bei der
Laschung, insbesondere bei der zweischnittigen Laschung werden Schälkräfte
weitgehend vermieden.
Schweißen
Das Schweißen von Kunststoffen als werkstoffgerechtes Fügeverfahren ist
definiert als das Vereinigen von themoplastischen Kunststoffen unter Anwendung
von Wärme und Druck mit oder ohne Zusatzwerkstoffe. Die Verbindung erfolgt
durch Aufschmelzen und Ineinanderfließen der Grenzschichten. Durch Schweißen
erhält man stoffschlüssige unlösbare Verbindungen.
Der Grundsätzliche Verfahrensablauf beim Schweißen ist:
Bearbeiten
der Fügeflächen (kann zum Teil entfallen)
Reinigen
der Fügeflächen
Erwärmen
der Fügeflächen
Zusammenpressen
der Fügeflächen
Abkühlen
unter Druck
Das Erwärmen beim Kunststoffschweißen erfolgt durch:
erhitztes
Gas beim Warmgasschweißen
erhitztes
Metallelement beim Heizelementschweißen, Heizelement- Schwenkbiegeschweißen,
Heizelement-Muffenschweißen und Heizwendelschweißen, auch beim
Heizelement-Wärmeimpuls- schweißen
und Heizelement-Trennahtschweißen für Folien
Reibung
bei Rotations-, Vibartions-, Winkel- und Reibkegelschweißen
Beschallung
beim Ultraschallschweißen und Ultraschallnähen für Gewebe mit mindestens 65% Synthesefasern
Hochfrequenz
beim Hochfrequenzschweißen für polare Kunststoffe
Fehlerquellen beim Schweißen von Kunststoffen:
thermische
Schädigung, deshalb immer rasch arbeiten
zu
geringe Schweißdrücke ergeben Bindefehler und Lunker
zu
hohe Schweißdrücke führen unter Umständen zu Spannungen
Bindefehler
durch Einschluß von Luft oder zersetztem Kunststoff
Spannungen
durch unvollständige und/oder ungleichmäßige Erwärmung oder Zug- oder Druckausübung
beim Warmgasschweißen mit
Zusatzdraht
Die Güte von Schweißnähten ist von folgenden Punkten abhängig:
konstruktions-,
verfahrens- und werkstoffbedingten Faktoren
Form
der Scweißnaht
Anzahl
der Schweißlagen (besser wenige dicke als viele dünne)
Sauberkeit
der Verbindungsflächen
Einhaltung
empfohlener Bedingungen (Temperatur, Drücke, Zeiten)
Bei Schweißverbindungen gelten folgende allgemeinen Gesichtspunkte für das
Gestalten:
Schweißnähte
nicht an Stellen maximaler Beanspruchung
Kreuznähte
vermeiden
schroffe
Querschnittsübergänge und Kerben vermeiden
Warmgasschweißen W
Der Zusatzstab (meist Æ 2 mm bis 4 mm) darf weder gestaucht noch gedehnt
werden und ist meist aus artgleichem Kunststoff. Als Wärmeträger wird meist
elektrisch beheizte Luft oder bei oxidationsempfindlichen Kunststoffen auch
Stickstoff oder Kohlendioxid verwendet. Die Schweißtemperatur muß bei beiden
Verbindungspartern gleich sein. Folgende Nahtformen sind möglich:
Heizelementschweißen H
Das Heizelementschweißen kann in verschiedenen Bereichen und auf verschiedene
Arten erfolgen.
Heizelementstumpfschweißen HS
Heizelement-Schwenkbiegeschweißen HB
Heizelementnutschweißen HN
Heizkeilschweißen HH für Folien
Heizelement-Muffenschweißen HD für Rohrverbindungen
Heizelement-Wärmekontaktschweißen HK in der Verpackungsindustrie
Anwendung findet das Heizelementschweißen bei Tafeln, Rohren, Profilen, Folien
und Formteilen.
Reibschweißen FR
Durch Bewegung des einen Fügeteils und Abbremsen auf dem anderen etnsteht
Wärme, die den Kunststoff in einen schweißbaren Zustand überführt. Die
Erkaltung erfolgt unter Druck.
Das
Rotationsschweißen eignet sich nur für rotationssymetrische Teile, wenn die Winkelstellung der
beiden Fügeteile zueinander gleichgültig ist.Die
unverschweißten Teile sollen sich "satt" gegeneinander drehen lassen und auf dem gesamten Umfang
der Naht gut anliegen. Die Rotationsgeschwindigkeiten
betragen 80200m/min.
Das
Reibkegelschweißennach BASF für dicke Tafeln aus Polyolefinen ist ein Sonderverfahren.
Beim
Vibrationsschweißen können beliebig gestaltete Formteile verschweißt werden,
wenn eine bestimmte Lage der Formteile zueinander vorgeschrieben ist. Man
unterscheidet je nach Formteilgeometrie zwischen Linear- und Winkelschweißen.
Teilweisce genügen ebene Flächen als Nahtvorbereitung, es entsteht dann aber
durch Austrieb ein Wulst. Die gängigen Vibrationsfrequenzen liegen zwischen 100
und 120 Hz. Die Verschweißung erfolgt durch kleine Bewegungen der Fügeteile
zueinander bei Vibrationswegen bis zu 5mm, die durch eine lineare Bewegung oder
eine schwingende Winkeländerung, je nach Gestalt der Formteile, hervorgerufen
werden.
Beschichten und Oberflächenbehandlung
Die durchgehende Einfärbung von Kunststoffen und die Strukturierung von
Oberflächen bietet vielfältige Möglichkeiten der Oberflächengestaltung und ist
preislich vorteilhaft. Trotzdem werden gelegentlich weiter, zusätzliche
Behandlungen zur Verbesserung oder Veränderung von Oberflächen durchgeführt.
Sie kommen dann in Frage, wenn aus technischen oder wirtschaftlichen Gründen
die gewünschte oder erforderliche Oberflächengestaltung bie der Formgebung
nicht möglich ist. Gründe zur Oberflächenbehandlung können folgend sein:
nur
bestimmte Stellen eines Formteils sollen verändert werden (Bedrucken,
Heißprägen)
nicht
ausreichend glatte Oberfläche oder schlierige Strukturen (Spachteln,
Lackieren)
die
Oberfläche eines Formteils soll leitfähig sein (Bedampfen, Galvanisieren)
die
Oberfläche soll ohne Strukturierung matt werden (Lackieren)
die
Oberfläche soll griffiger werden (Beflocken)
Schutz
gegen Witterungs- oder Lichteinflüsse (Lackieren)
Anbringen
von Informationen und Hinweisen (Bedrucken, Heißprägen)
Möglichkeit
der Kennzeichnung (Bedrucken, Heißprägen)
Aus Kostengründen ist jedoch immer anzustreben, so wenig wie möglich
nachträglich zu behandeln, vor allem dann, wenn es sich nur um
Verschönerungseffekte handelt. Bei allen nachstehend kurz besprochenen
Oberflächenbehandlungsverfahren spielt die Beschaffenheit der
Ausgangsoberflächen eine wesentliche Rolle. In jedem Fall ist auf eine
entsprechende Vorbereitung der Oberfläche, insbesondere Entfettung, zu achten.
Lackieren
Üblich sind besondere Kunststofflacksysteme, die auf den zu lackierenden
Kunststoff, den gewünschten Farb- und Oberflächeneffekt abgestimmt sind.
Wichtig für die Haftung ist die Vorbehandlung, zumindest Entfettung. Der
Lackauftrag erfolgt durch Farbspritzen, Streichen, elektrostatisches Spritzlackieren
und Tauchlackieren. Die Schichtdicken betragen meistens 1020mm. Ein besonderes Problem stellt die Gefahr
der Spannungsrißbildung bei verschiedenen Kunststoffen dar, die durch
ungeeignete Lösungsmittel in den Lacken ausgelöst werden kann.
Metallisieren
Bringt man metallische Schichten auf Kunststoffe auf, so lassen sich zum
Beispiel folgende Wirkungen erzielen:
Herstellung
von Leitfähigkeit und Verhinderung elektrostatischer Aufladung
Verbesserung
von Festigkeit und Verschleißwiderstand
Versiegelung
der Oberfläche gegenüber Aufnahme von Medien
Schutz
gegen Alterung
dekorative
Effekte
5.2.1. Vakuumbedampfen
Im Hochvakuum lassen sich Kunststoff-Formteile oder Halbzeuge mit metallischen
Schichten teilweise oder ganz bedampfen, wobei vor allem Reinaluminium
verwendet wird. Die Bedampfung erfolgt zum Beispiel auf der Innenseite von
durchsichtigen Teilen (Leuchten, Zierleisten). Die dünne Metallschicht von
0,11mm wird dabei selbst durch den Kunststoff vor Oxidation
und Abrieb geschützt. Die freiliegende Seite der Metallschicht wird durch Lack
oder SiO2-Aufdampfung zusätzlich geschützt. Anwendung findet das
Vakuumbedampfen bei Zierleisten, Werbeartikeln, Bezeichnungsschildern,
Prägefolien, Kondensatorfolien usw.
5.2.2. Galvanisieren
Im Gegensatz zum Galvanisieren von Metallen steht beim Kunststoffgalvanisieren
zunächst keine leitfähige Oberfläche zur Verfügung. Außerdem ist das
Galvanisieren auf spezielle, dafür geeignete Kunststofftypen, hauptsächlich ABS
und gegebenenfalls PPO, beschränkt. Die erforderliche Leitfähigkeit wird durch
das Aufbringen einer metallisch leitenden Schicht von Cu oder Ni in Bädern
stromlos erzielt. Die Metallschichten sollen sich dabei in der vorgebeizten
Kunststoffoberfläche gewissermaßen "mechanisch verankern". Das nachfolgende
eigentliche Galvanisieren erfolgt nach den üblichen Verfahren in entsprechenden
Bädern der Galvanisiertechnik. Bei Kunststoffen spielt vor allem eine
ausreichende Haftfestigkeit, guter Abschälwiderstand und ausreichendes
Verformungsvermögen der Metallschicht eine Rolle. Die Gestaltung der zu
galvanisierenden Formteile hat großen Einfluß auf die gleichmäßige Dicke der
Schichten (keine scharfen Kanten). Galvanisch aufgebrachte Metallschichten
haben wesentlich größere Dicken (bis zu 30 mm) als aufgedampfte Metallschichten und sind
deshalb widerstandsfähiger gegen mechanischen Abrieb. Das ist besonders
wichtig, wenn die Metallschicht an den Außenseiten von Formteilen aufgeracht
wird.
Beflocken
Kurzgeschnittene Fasern mit 0,30,7 mm Länge aus PA 6, PA 66, Kunstseide oder
Baumwolle (Wildledereffekt) werden über klebstoffe auf Kunststoffober-flächen
durch Vibration, Luft oder elektrostatisch aufgebracht. Die Fasern setzen sich
senkrecht zur Oberfläche in der Klebstoffschicht fest, es ergibt sin ein Flor.
Der Formteilgeometrie ist große Beachtung zu schenken, damit der Auftrag
gleichmäßig wird. Anwendung bie Auftragswalzen, Friktionselementen der
Feinwerktechnik, Schutzgittern für Mikrofone, Filtergeweben, Fensterführungen
in Fahrzeugen, Auskleidungen, Polstergeweben, schallschluckenden
Wandverkleidungen, Verpackungen (Etuis), Texitlbeschichtung, usw.
Bedrucken
Beim Bedrucken handelt es sich im Prinzip um ein teilweises Lackieren, das heißt,
Anforderungen, Vobehandlung und Lacksysteme sind ähnlich wie beim Lackieren. Es
werden hauptsächlich der Hochdruck und der Siebdruck als Druckverfahren
angewandt.Beim Tampoprintverfahren können von Metallklichees feinste Details
und kleinste Schriften (Schrifthöhe 0,5 mm) übertragen werden. Ebene Flächen
sind sehr gut zu bedrucken, wohingegen sphärisch gekrümmte Formteile
schwieriger zu bedrucken sind. Hier verwendet man den sogenannten indirekten
Siebdruck. Anwendungen in der Verpackungstechnik, für Skalen, in der
Modellbahntechnik, in der Werbung, usw.
Heißprägen
Bei diesem Verfahren handelt es sich um eine Kombination von Oberflächenauftrag
und Oberflächenverformung. Beheizbare metall- oder Siliconprägestempel drücken
eine Prägefolie (Mehrschichtfolie mit Trenn- und Farbschichten) mit hohem Druck
auf die Formteiloberfläche. Es löst sich dabei die Prägeschicht von der Folie
und gleichzeitig wird bei Thermoplasten die Oberfläche angeschmolzen, was im
allgemeinen die Haftung der Prägeschicht verbessert. Die Prägeschicht kann
geliebig farbig oder metallisiert sein. Als Prägeverfahren werden Positiv-,
Relief- und Konterprägung eingesetzt. Anwendungsbeispiele sind Lineale,
Zeichenschablonen, Skalen, Zahlenrollen, usw.
| Referate über:
|
|
Datenschutz |
| Copyright ©
2025 - Alle Rechte vorbehalten AZreferate.com |
Verwenden sie diese referate ihre eigene arbeit zu schaffen. Kopieren oder herunterladen nicht einfach diese # Hauptseite # Kontact / Impressum |