|
|
Ähnliche Berichte:
|
Papers in anderen sprachen:
|
|
|
wirtschaftskunde referate |
Kapazitätsplanung
Das Ergebnis der Durchlaufterminiemng - Start- und Endtermine der Fertigungsarbeitsgänge, gegebenenfalls mit Ma nahmen der Durchlaufzeitverkürzung modifiziert und mit Puffern versehen - verursacht jedoch eine ganz bestimmte Kapazitätsbelastung der Betriebsmittel und Arbeitsplätze in der Fertigung. Wenn diese nicht zufällig mit der verfügbaren Kapazität in Einklang steht, werden Anpassungsma nahmen erforderlich.
1 Das Kapazitatskonto
Ein Kapazitätskonto umfaßt die Kapaztätsbedarfe und das Kapazitätsangebot. Das Kapazitätsangebot ist dabei stets einer Ressource zugeordnet. Das Kapazitätsangebot hängt nun von zwei Einflußgrößen ab, der Dauer und der Leistung (Intensität). Die zeitliche Dauer des Kapazitätsangebots wird vom Betriebskalender bestimmt. Innerhalb der Arbeitstage des Betriebskalenders bestimmt der sogenannte Schichtplan die Arbeits- und Pausenzeiten. Aus der Kombination von Betriebskalender und Schichtplan ergibt sich die Dauer des Kapazitätsangebots je Arbeitsplatz beziehungsweise Arbeitsplatzgruppe. Die zweite Einflußgröße auf das Kapazitäts-angebot ist die Intensität. So kann ein Arbeitsplatz mit zwei Personen besetzt sein oder zwei Maschinen umfassen. Damit verdoppelt sich das Kapazitätsangebot. Bei Personen ist die Leistung noch genauer spezifizierbar: Arbeitet eine Person eine gegebene Arbeit anstatt in 54 Minuten in 40 Minuten ab, so hat sie einen Zeitgrad und damit eine Leistung von 13 . Ihr Kapazitätsangebot ist stets um 35% höher, als im Arbeitsplan angenommen. Verteilzeiten vermindern dagegen die Leistung. Der Leistungsgrad ist also eine Mischform aus leistungserhöhenden und leistungsmindernden Einflüssen: Bei Maschinen ist hingegen ausschließlich eine leistungsmindernde Komponente denkbar. Im Regelfall wird der Leistungsgrad mit Hilfe des Faktors angegeben, mit dessen Hilfe nun die aktuellen Kapazität berechnet werden kann. Der Betriebskalender/Schichtplan und die Leistung bestimmen das Nomlalangebot eines Arbeitsplatzes. Darüber hinaus gibt es für einzelne Zeiträume, also Tage oder Wochen, Zusatzangebote (überstunden) oder Minderungen (Urlaub).
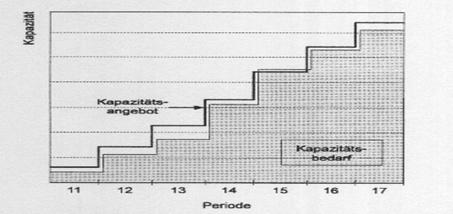
Abbildung 1:

Nach der isolierten Durchlaufterminierung erhält man höchstens zufällig eine im ganzen Planungszeitraum ausgeglichene und mit den vorhandenen Ressourcen problemlos realisierbare Kapazitätssituation. Vielmehr sind über- und Unterlastungen in einzelnen oder auch in allen Perioden an der Tagesordnung. Abbildung 1 verdeutlicht diese grundsätzlichen
Schwierigkeiten an einem Beispiel. Die hellgrauen Balken stellen die Summe des Kapazitätsangebotes in einer Periode (zum Beispiel einer Woche, eines Monats etc. , die dunkelgrauen Balken stellen die Summe des Kapazitätsbedarfes - Arbeitsgänge, die im allgemeinen zu unterschiedlichen Fertigungsaufträgen gehören - dar. In vier Perioden treten Kapazitätsspitzen auf während in den anderen Perioden Unterauslastung beziehungsweise Ausgeglichenheit herrscht. Wie aus der Abbildung 1 ebenfalls zu ersehen ist, ist das Kapazitätsangebot nicht im gesamten Planungszeitraum gleich; in der 14. und 15. Kalenderwoche liegt es etwas tiefer. Gründe hierfür können zum Beispiel geplante Instandhaltungsarbeiten Feiertage oder ähnliches sein.
Um die Unterschiede zwischen verfügbarer Kapazität und Kapazitätsbedarf zu beseitigen,
gibt es grundsätzlich zwei Möglichkeiten: das Kapazitätsangebot wird dem Bedarf angepaßt, oder der Kapazitätsbedarf wir in Einklang mit der verfügbaren Kapazität gebracht. Für den ersten Fall der Veränderung des Kapazitätsangebots sind verschiedene Wege denkbar, die in der Folge genauer nähergebracht werden.
Ma nahmen zur Veränderung des Kapazitatsangebotes
a) Erhöhung des Kapazitätsangebotes
Die Erhöhung des Kapazitätsangebotes kann entweder durch Inbetriebnahme zusätzlicher Maschinen (quantitative Anpassung) oder durch längere Nutzung der vorhandenen Maschinen in Form von Überstunden oder der Einführung einer zusätzlichen Schicht (zeitliche Anpassung) geschaffen werden. Vielfach ist es auch möglich, die Produktionsmenge durch eine schnellere Produktionsgeschwindigkeit anzuheben (intensitätsmä ige Anpassung). In der Praxis werden meist zeitliche und intensitätsmäßige Anpassungen durchgeführt.
b) Verringerung des Kapazit tsbedarfes im Planungszeitraum:
Eine Verringerung des Kapazitätsbedarfes in der Planungsperiode kann unter anderem durch den Verzicht auf Aufträge sofern das sinnvoll und möglich ist) oder durch Auswärtsvergabe erreicht werden. Beide Möglichkeiten können mit Nachteilen verbunden sein. Im ersten Fall riskiert man eine verschlechterung der Beziehungen zu den Kunden, bei Fremdvergabe ist es fraglich, ob die erforderliche Leistung auch von anderen Unternehmen entsprechend rasch und mit ausreichender Qualität erbracht werden kann.
c) Kapazit tsabgleich
Als Kapazitätsabgleich bezeichnet man im engeren Sinne oft die Anpassung des Kapazitätsbedarfs an die gegebenen Kapazitätsgrenzen durch Terminverschiebungen. Grundsätzlich geht man beim Kapazitätsabgleich im engeren Sinn von der Überlegung aus, daß die Kapazitätsplanung noch den Charakter einer Grobplanung hat und deshalb Verlagerungen von Fertigungsaufträgen ohne größere Schwierigkeiten möglich sind. Auf die Problematik dieser Annahme wird später näher eingegangen.
Abblidung 2:
Wenn man den Kapazitätsbedarf und das Kapazitätsangebot in jeweils einer Kurve kumuliert, erhält man eine Darstellung wie in Abbildung 2. Sie lä t erkennen, ob der Kapazitätsbedarf in der Summe beziehungsweise in einzelnen Zeiträumen grö er oder kleiner als das Kapazitätsangebot ist. In dem Beispiel zeigt sich etwa, daß bei der kumulierten Betrachtung bis einschließlich Periode 14 eine Netto-Unterlastung zu verzeichnen ist. In den Perioden 5 bis 16 herrscht eine Überlast, die in Periode 17 wieder abgebaut wird. Auf diese Erkenntnis kann dann die Entscheidung basiert werden, ob die Verlagerung eines Arbeitsganges aus einer über- oder unterbelasteten Periode eher in Richtung Gegenwart oder Zukunft sinnvoll ist.
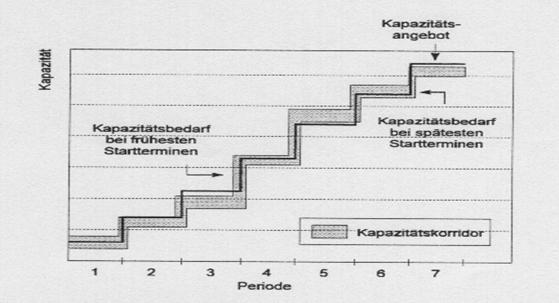
Wenn man den Gedanken der Gegenüberstellung von kumulierten Kapazitätsbedarf und - angebot weiterverfolgt, so lassen sich auch die Zeitpuffer einbeziehen, die im Rahmen der Durchlaufterminierung ermittelt wurden. Sie ergaben sich dort durch Vorwärts- und Rückwärtsterminierung der Fertigungsaufträge. Geht man einmal davon aus, daß alle Arbeitsgänge zum frühesten Termin durchgeführt werden und zum zweiten davon, daß alle so spät wie möglich gefertigt werden, so erhält man zwei Kurven, die der Kurve des Kapazitätsangebots gegenübergestellt werden können. Abbildung 3 zeigt diesen Fall. Zwischen den beiden Kurven liegt der Kapazitätskorridor innerhalb dessen die Arbeitsgänge ohne weitere Schwierigkeiten verschoben werden können.
Abblidung 3:
Ein entscheidender Nachteil der skizzierten Vorgehensweise ist die isolierte Betrachtung einer einzelnen Kapazitätseinheit. Zwar läßt sich durch Verschiebung unter Umständen ein ausgeglichenes und realisierbares Kapazitätsgebirge erzeugen, da die Arbeitsgänge jedoch im allgemeinen Fall in einem Auftrags- beziehungsweise Arbeitsgangnetz stehen, ist eine Verlagerung nur solange problemlos, wie sie durch Zeitpuffer noch aufgefangen wird.
Die Problematik des Kapazitätsabgleichs hat sich in der Praxis als viel zu komplex erwiesen, als daß sie durch automatische Algorithmen befriedigend in den Griff zu bekommen wäre. Deshalb setzte sich in den letzten Jahren zunehmend die Erkenntnis durch, daß der Sachverstand der Fertigungsdisponenten und Meister vor Ort bessere Lösungen verspricht als ein Abgleichsalgorithmus. In diesem Sinne ist es zweckmäßiger, wenn das PPS dem menschlichen Problemlöser Informationen zur Verfügung stellt, die er für Kapazitäts- und Terminentscheidungen benötigt. In der Zukunft dürfte hier auch ein mögliches Einsatzfeld von Expertensystemen liegen.
Eine andere Philosophie als die des nachträglichen Kapazitätsabgleichs verfolgen manche neuere PPS-Systeme. Wenn man die material- , zeit und kapazitätswirtschaftlichen Probleme nicht nacheinander, sondern gleichzeitig behandelt, können grundsätzlich Kapazitätsüberlastungen erst gar nicht entstehen. Das Gesamtproblem würde aber viel zu komplex werden, als daß es umfassend optimiert werden könnte. Ein Ansatz besteht deshalb darin, die Engpa betriebsmittel in den Vordergrund der Betrachtung zu stellen und von den Engpässen ausgehend die Tennine zu planen. Er wird unter anderem von dem System OPT - Optimized Production Technology) verfolgt. Dieses geht ausdrücklich von der Philosophie aus, daß nicht mehr Kapazitätsbelastung auszugleichen sei, sondern vielmehr der Fertigungsflu , und daß Engpaßkapazitäten die wesentlichen Bestimmungsfaktoren sowohl für die Durchlaufzeiten als auch für die Bestände sind. Fertigungsaufträge, die Engpaßkapazitäten belasten, werden vorab und von vornherein mit höherer Priorität durchlaufen. Auf diese Weise wird versucht, die Ablaufengpässe möglichst zu entschärfen. Das Ergebnis der Kapazitätsterminierng und somit der gesamten Terminplanung ist eine wochengenaue Einteilung, wann unter Berücksichtigung von Kapazitätsengpässen - welcher Auftrag beziehungsweise Arbeitsgang auf welchem Arbeitsplatz gefertigt werden soll. Aufträge, die die Terminplanung durchlaufen haben, werden als eröffnete Aufträge bezeichnet.
3 Reihenfolgeplanung
Die Maschinenbelegungsplanung ist der letzte Schritt im Rahmen der Kapazitätsplanung. Ihre Aufgabe ist die genaue Festlegung, wann die Fertigungsaufträge an den Arbeitsplätzen bearbeitet werden sollen. Die Maschinenbelegung wird durch die Festlegung der Abarbeitungsreihenfolge der Fertigungsaufträge auf den Arbeitsplätzen - Auftragsreihenfolge - durchgeführt.
In den meisten Systemen zur Produktionsplanung und -steuerung wird die Maschinenbelegungs-planung nicht hinreichend unterstützt. Vielfach läuft eine nochmalige kurzfristige Terminierung der Fertigungsaufträge ab ,oft wird die Maschinenbelegungsplanung völlig vernachlässigt. In der Praxis werden daher vielfach dezentrale Leitstände eingesetzt, die auf Werkstattebene Näherungslösungen ermitteln. Häufig wird die Festlegung der Bearbeitungsreihenfolge an den Meister delegiert. Bei der völligen Ausklammerung der Maschinenbelegungsplanung aus den PPS-Paketen wird auf wichtige Steuerungsmöglichkeiten verzichtet. Beim Einsatz von Leitständen werden Optimierungsverfahren zuwenig eingesetzt. Meist wird die Erstellung irgendeines zulässigen Maschinenbelegungsplans als ausreichend angesehen. Wenn die Entscheidungskompetenz an den Meister delegiert wird, ist es praktisch unmöglich, bereichsübergreifende Zusammenhänge in der Planung zu berücksichtigen.
Bevor auf mögliche Verfahren der Maschinenbelegungsplanung näher eingegangen wird, gilt es zu klären, welche Ziele bei diesem Planungsschritt verfolgt werden sollen. Generell können die Ziele in Kosten-, Zeit- und Kapazitätsziele eingeteilt werden.
a) Kostenziele
Im allgemeinen ist jedes untemehmerische Handeln daran orientiert, einen möglichst gro en Gewinn zu erzielen. Dies gilt auch für die Maschinenbelegungsplanung. Da die Maschinenbelegungsplanung das letzte planerische Glied in der Termin- und Kapazitätsplanung ist, stehen das Produktions-programm und die damit erzielbaren Erlöse schon längst fest. Der Erfolg kann daher nur mehr durch eine Senkung der Kosten beeinflu t werden. Neben den völlig beschäftigungsunabhängigen Fixkosten fallen darunter beispielsweise Materialkosten, Lohnkosten und Transportkosten. Als entscheidungsrelevante Kosten verbleiben hauptsächlich reihenfolgeabhängige Rüstkosten, Vrspätungskosten und Lagerkosten.
(1) R stkostenmininmierung
An manchen Arbeitsplätzen ist vor der Bearbeitung von Fertigungsaufträgen ein Rüstvorgang erforderlich, der Kosten in Form von Zeitverbrauch und einem eventuell erforderlichen Material-einsatz verursacht. In einigen Fällen ist die Höhe der Rüstkosten von der Bearbeitungsreihenfolge der Fertigungsaufträge abhängig. Zum Beispiel ist bei Lackiervorgängen die Reinigung der Lackieranlagen erforderlich, wenn eine helle nach einer dunklen Farbe verwendet wird. In solchen Fällen können Kosten eingespart werden, wenn die Auftragsreihenfolge so festgelegt wird, daß minimale Rüstkosten anfallen.
(2) Verspätungskostenmininmierung
Freigegebene Fertigungsaufträge weisen gewöhnlich einen geplanten Soll- Fertigstellungstermin auf. Bei Endprodukten handelt es sich meist um einen geplanten Auslieferungstermin, bei Fertigungs-aufträgen für den Eigenbedarf können es interne Bedarfstermine der produzierten Teile sein. Bei Nichteinhaltung der Liefertermine können nun erhebliche Kosten entstehen, sei es durch Bezahlung eines vereinbarten Pönales oder durch den verspäteten Beginn des übergeordneten Fertigungs-auftrags. Diese Kosten können durch geeignete Maschinenbelegungspläne verringert werden.
(3)Lagerkostenmininmierung
Die Lagerkosten setzen sich aus verschiedenen Positionen zusammen. Die in unterschiedlichem Maße durch die Fertigungssteuerung beeinflu t werden können. Im wesentlichen können drei Kostengruppen unterschieden werden:
Kosten für den Lagerraum entstehen bei der Bereitstellung von Lagerungsmöglichkeiten.
Darunter fallen im wesentlichen Miet- , Abschreibungs-, Zins- und Instandhaltungskosten für Lagergebäude und sonstige Einrichtungen. Die Kosten für den Lagerraum sind kurzfristig nicht beeinflußbar und somit für die Fertigungssteuerung irrelevant.
Ahnliches gilt für die Kosten für die Verwaltung des Lagers, die sich aus Personalkosten und aus sonstigen Kosten für den Betrieb des Lagers (zum Beispiel Stromkosten) zusammensetzen. Die Kosten für die verwaltung des Lagers können durch die Entscheidungen in der Fertigungs-steuerung kaum beeinflußt werden.
Die Kosten für die gelagerten Teile setzen sich aus den Zinskosten für die gelagerten Teile und aus den kalkulatorischen Kosten für Verderb, Schwund und Qualitätsminderung zusammen. Diese Kostenarten haben gemeinsam, daß sie von der Lagerdauer und vom Wert der eingelagerten Teile abhängen. Kosten für die gelagerten Teile fallen nicht nur für die in einem Lager befindlichen fertigen Produkte an, sondern auch für die in der Fertigung befindlichen Halbfabrikate und die Rohmaterialien.
Der Einfluß der Maschinenbelegungsplanung auf die kalkulatorischen Kosten für Verderb, Schwund und Qualitätsminderung kann nicht generell beurteilt werden. Es muß stets im Einzelfall untersucht werden, ob die Wagnisse der Fertigung oder der Lagerung zuzurechnen sind. Die Zinskosten für gelagerte Teile können durch eine Verkürzung der Dauer der Kapitalbindung vom Einkauf der Rohmaterialien bis zum Versand der Endprodukte reduziert werden. Auf der Ebene der Maschinen-belegungsplanung kann nur die Auftragsdurchlaufzeit und somit die Dauer der Kapitalbindung der Halbfabrikate beeinflu t werden. Gegenstand der Maschinenbelegungsplanung sind nur jene Aufträge, für die die Verfügbarkeitskontrolle positiv abgeschlossen wurde. Das bedeutet daß alle Materialien schon verfügbar sind und bereits Lagerkosten im Eingangslager verursachen! Wird nun mit der Fertigung möglichst spät begonnen, dann sind zwar die Zinskosten für Halbfabrikate geringer, im selben Ausmaß steigen jedoch die Zinskosten im Lagerbereich. Hier ist also nur eine Kostenumschichtung und keine Einsparung möglich. Auch die Meinung, Personalkosten erhöhen den Wert der Halbfabrikate und führen mit zunehmendem Fertigungsfortschritt zu einer Zunahme der Kapitalbindung, ist nur in bestimmten F llen zutreffend. Werden die Mitarbeiter auf Basis der Anwesenheitszeit entlohnt, dann ist die Höhe der Personalkosten durch Reihenfolgeentscheidungen nicht beeinflu bar. Nur bei Leistungsentlohnung ist eine genaue Zurechnung von Kosten auf den Fertigungsauftrag betriebswirtschaftlich sinnvoll. Die Zinskosten können jedoch nur dann beeinflu t werden, wenn es gelingt, den Fertigungslohn durch spätere Bearbeitung in einen späteren Lohnzahlungszeitraum zu verschieben. Denn erst die Bezahlung des Lohnes führt zu einer Kapitalbindung. Verschiebungen innerhalb eines Lohnzahlungszeitraums wirken sich also auf das gebundene Kapital und somit auf die Zinskosten nicht aus. Die Bedeutung der Zielfunktion Minimiemng der Lagerkosten ist unter der Berücksichtigung dieser Überlegungen nicht sehr groß.
b) Zeitziele
Die Ermittlung und somit die Minimierung der reihenfolgeabhängigen Kosten stößt in der Praxis auf erhebliche Schwierigkeiten. Daher werden in der Praxis andere Ersatzziele verfolgt, die einfacher gemessen werden können. Häufig werden Zeitziele herangezogen, von denen die drei wichtigsten im folgenden dargestellt werden.
(1) Minimierung der Rüstzeiten
Sofern die Umrüstkosten nicht erfaßt werden können, ist es sinnvoll, Fertigungsaufträge in der Reihenfolge zu fertigen, bei der die reihenfolgeabhängigen Umrüstzeiten minimiert werden. Sinnvoll ist die Minimierung der Umrüstzeiten, wenn die vorhandene Kapazität nur
dann zur Produktion der eröffneten Fertigungsaufträge ausreicht, wenn ein möglichst geringer Teil der Kapazität für Umrüstungen eingesetzt wird. Insbesondere bei kleinen Losen und somit einer großen Zahl von Fertigungsaufträgen) gewinnt dieser Aspekt zunehmend an Bedeutung.
2) Minimierung von Terminüberschreitungen
Die Minimierung von Terminüberschreitungen ist ein Ersatzziel für das Kostenziel Minimierung der Terminüberschreitungskosten. Als Maßgröße für Terminüberschreitungen können unter anderem folgende Werte herangezogen werden:
Anzahl der Terminüberschreitungen
mittlere Terminüberschreitungsdauer
größte Terminüberschreitungsdauer
Bei der Wahl der richtigen Maßgrö e darf nicht übersehen werden, daß Terminüberschreitungen bei verschiedenen Fertigungsaufträgen mit unterschiedlichen Kosten verbunden sein können. Dabei müssen sowohl die bei Lieferverzug direkt zu bezahlenden Vertragsstrafen als auch die bei ver-schlechterung der Beziehungen zu den Kunden zu erwartenden Folgekosten berücksichtigt werden. Es ist stets im Einzelfall zu prüfen, welche Maßgrö e die Kosten am besten abbildet.
(3) Minimierung der Gesamtdurchlaufzeit
Vielfach wird die Zeitspanne bis zur Abarbeitung aller eröffneten Fertigungsaufträge - die Gesamt-durchlaufzeit - als Zielkriterium herangezogen. Dies ist dann von Bedeutung, wenn alle Aufträge möglichst rasch produziert werden sollen und jeder Auftrag als gleich wichtig angesehen wird. Dieses Zielkriterium wird in der Sortenfertigung häufig eingesetzt, wenn die Lose stets in einer bestimmten Reihenfolge - dem Zyklus - produziert werden. Die Gesamtdurchlaufzeit aller Sorten wird dann als Zykluszeit bezeichnet. Je kürzer die Zykluszeit ist, desto rascher können Loszyklen aufein- anderfolgen.
c) Kapazit tsziele
In der Literatur werden häufig die Maximierung der Kapazitätsauslastung und die Minimierung der Leerzeiten als Zielfunktionen angesehen. Berücksichtigt man, daß das Produktionsprogramm und die sich daraus ergebenden Fertigungsaufträge bereits in übergeordneten Planungsschritten fixiert werden, wird deutlich, daß die Kapazitätsauslastung nicht mehr wesentlich beeinflußt werden kann. Das Ziel Maximiemng der Kapazitätsauslastung könnte nur durch eine Planung erreicht werden, in der die reihenfolgeabhängigen Rüstzeiten maximiert werden! Dieses Ziel würde daher der Minimierung der Rüstzeiten (beziehungsweise -Kosten) klar widersprechen. Das Ziel der Maximierung der Kapazitätsauslastung muß daher bereits in der Programmplanung durch Annahme entsprechender Aufträge verfolgt werden.
d) Die Reihenfolgeplanung aufgrund von Prioritätsregeln
Die Aufgabe der Reihenfolgeplanung besteht darin, nach dem Abgleich des Kapazitätsbedarfs im Rahmen der Kapazitätsterminierung, die Reihenfolge der Arbeitsvorgänge festzulegen, in der diese auf den Betriebsmitteln bearbeitet werden sollen. Dazu bedient man sich häufig sogenannter Prioritätsregeln. Priorttätsregeln sind Vereinbarungen über die Reihenfolge der Durchführung mehrerer Aufgaben beziehungsweise Teilaufgaben durch ein Arbeitssystem entsprechend ihrer Dringlichkeit. Diese Prioritätsregel wird in diesem planungsschritt für jeden Arbeitsvorgang bestimmt. Die in der Teilefertigung verwendeten Arbeitsgangprioritätsregeln können zunächst in zwei Gruppen, in lokale und kausale Regeln, unterteilt werden. Lokale Arbeitsgangprioritätsregeln sind:
Prioritätsregeln, mit denen der Durchlauf durch die gesamte Teilefertigung gesteuert wird.
Höchste Priorität hat zum Beispiel der Werkstattauftrag mit dem frühesten
Fertigstellungstermin.
Prioritätsregeln, die sich auf mehrere Maschinen beziehen. Höchste Priorität hat zum
Beispiel der Werkstattauftrag, der die geringste restliche Bearbeitungszeit hat.
Prioritätsregeln, die sich auf einzelne Maschinen beziehen. Der Werkstattauftrag mit der geringsten Bearbeitungszeit in der Warteschlange vor der Maschine hat zum Beispiel die höchste Priorität.
Als klausale Arbeitsgangprioritätsregeln bezeichnet man:
Prioritätsregeln, die zur Erhöhung der Kapazitätsausnutzung beitragen. Ein Werkstattauftrag geht zum Beispiel innerhalb einer Maschinengruppe zu der Maschine mit der kleinsten Warteschlange.
Prioritätsregeln, die eine Verringerung der Durchlaufzeiten in der Teilefertigung mit sich bringen. Werkstattaufträge mit kleinen Bearbeitungszeiten werden vorrangig bearbeitet.
Prioritätsregeln, welche die Kapitalbindung in den Zwischenlagem vermindern. Der Werkstattauftrag mit der höchsten Kapitalbindung wird mit der größten Dringlichkeit bearbeitet.
Prioritätsregeln, welche die Termineinhaltung bewirken sollen. Der Werkstattauftrag mit der geringsten Pufferzeit und dem nächsten Fertigstellungstermin erhält die höchste Priorität.
| Referate über:
|
|
Datenschutz |
| Copyright ©
2025 - Alle Rechte vorbehalten AZreferate.com |
Verwenden sie diese referate ihre eigene arbeit zu schaffen. Kopieren oder herunterladen nicht einfach diese # Hauptseite # Kontact / Impressum |