|
|
Ähnliche Berichte:
|
Papers in anderen sprachen:
|
|
|
physik referate |
Fertigungsautomatisierung
1.1 Sondermaschinen
Ein Vergleich der steuerbaren Bewegungen und der Größe des Arbeitsraumes einer gegebenen Werkzeugmaschine mit dem tatsächlichen Bedarf für die Fertigung eines bestimmten Werkstückes zeigt meist ein Überangebot der Maschine. Bei großen Stückzahlen fällt dieses Mißverhältnis immer mehr ins Gewicht: Der Einsatz einer auf das Werkstück ausgerichteten Werkzeugmaschine, einer Einzweckmaschine bietet sich an. Fallen an dem Werkstück mehrere Verfahren an, sind also mehrere Einzweckmaschinen nacheinander erforderlich. Werden diese sinnvoll miteinander verkettet, ergibt sich eine Sondermaschine.
Sondermaschinen sind Werkzeugmaschinen, die für ein bestimmtes Werkstück aus mehreren miteinander verketteten Einzweckmaschinen zusammengestellt werden.
bis inkl. bewegliche Aufbauten
Spindeleinheit (DIN 1 ff.)
Träger rotierender Werkzeuge, Arbeitsspindel mit oder ohne Eigenvorschub, mit oder ohne zusätzliche Steuereinrichtung für seitliches Verschieben des Werkzeugs (z. B. Querdrehen).
Schlitten- (DIN69572) und Vorschubeinheit
Sie ist immer dann erforderlich, wenn die Spindeleinheit keinen Eigenvorschub hat. Der Antrieb erfolgt über Zahnradgetriebe und Schraubgetriebe durch einen E-Motor oder direkt durch einen Hydraulikmotor. Die Wege werden meist über Nocken und elektrische Grenztaster eingestellt, die Geschwindigkeit kann gestuft einstellbar sein.
Getriebeeinheit
Sie übersetzt die Motordrehzahl auf die erforderliche Arbeitsspindeldrehzahl. Die Übertragung des Drehmomentes erfolgt über Riemen, Zahnradgetriebe oder direkt.
Zustelleinheit
Auf ihr werden Baugruppen montiert, die (z.B. zum Werkzeugwechsel) aus dem Arbeitsbe reich gefahren werden müssen. Sie entspricht im Aufbau der Schlitteneinheit, die Bewegung wird von Hand oder motorisch erzeugt.
Rundschalttischeinheit (DIN
Träger der Werkstückspannvorrichtung, meist als Rundschalttisch zum Positionieren eingesetzt.
bis inkl. Unterbauten
Mitteneinheit (DIN , DIN
Als Träger der Positioniereinheit (Rundschalttisch, Schiebeschalttisch, ...) ist sie das Kernstück der Maschine. Sie kann auch zwischen handelsüblichen Werkzeugmaschinen als Verbindungsstück aufgestellt werden.
Ständereinheit (DIN , DIN
Sie ist immer erforderlich, wenn vertikale Bewegungen auftreten. Bei Vorschubbaugruppen kann deren Gewicht über Seil- oder Kettenzug und Umlenkung im Innern des Ständers durch Gegengewicht ausgeglichen werden.
Seiteneinheit (DIN . DIN
Damit läßt sich rund um oder entlang eine(r) Mitteneinheit jede erforderliche Arbeitsbaugruppe anordnen.
Anpaßeinheit (DIN
Sie ermöglicht Ständer Arbeitsbaugruppen oder Teile davon auf entsprechende Höhe
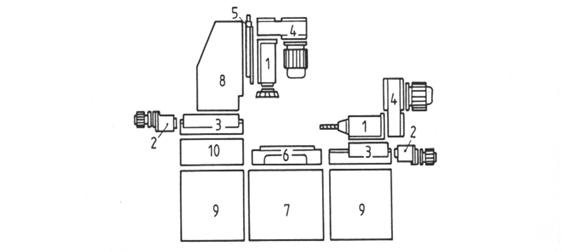
(parallel) oder in Schräglage (keilförmig) zur Mitteneinheit mit ihren Aufbauten zu bringen. Bild 1 Baueinheitenübersicht
Je nach Werkstück können handelsübliche Einzelmaschinen vorkommen, ihr Angebot an Einzelfunktionen ist dann evtl. auf den Bedarf reduziert (z. B. Universaldrehmaschine ohne Gewindevorschübe, Hauptgetriebe mit wenigen Drehzahlstufen, .
Um das Anpassen der Fertigung an ein gegebenes Werkstück zu erleichtern, werden
genormte Baueinhelten angeboten: Die Sondermaschine wird dann nach dem
Baukastenprinzip zusammengestellt.
Baugruppen sind aus mehreren Baueinheiten zusammengefaßt, sie werden einschließlich der für die Steuerung erforderlichen elektrischen, hydraulischen oder sonstigen Schalteinrichtungen (z. B. Bohreinheit aus den Teilen , , 3 und 4 mit Nockenbahn und Grenztaster) angeboten.
Für die Aneinanderreihung der Einzweckmaschinen spielt neben der Anzahl der erforderlichen
Bearbeitungsvorgänge die Grö e des Werkstückes eine wesentliche Rolle. Kleine Werkstücke, z. B. Teile aus der Uhren- oder Nähmaschinenindustrie, können meist durch einen Rundschalttisch oder einen Schiebeschalttisch oder eine Kombination aus beiden positioniert werden: Es ergibt sich eine Maschine mit mehreren Bearbeitungsstationen, jeder Station ist (meist nur) eine Bearbeitung zugeordnet.
Lassen die Größenverhältnisse des Werkstückes zu, daß je Station mehrere
Werkzeugbewegungen durchgeführt werden, ergibt sich eine Mehrwegemaschine.

Bild 2 Mehrstationsmaschine Bild 3 Mehrwegemaschine
(Rundschalltischmaschine) (Vierwegemaschine)
WS Werkstück A Ein- und Ausgabestelle
A Automalische Zuführeinrichtung
B,C,D Hydraulische Schlitteneinheiten B,C,E Querdreheinheiten für die
Flanschflächen,
mit aulgesetzten Fraseinheiten wegen des Rundschalttisches auf hydraulisch
E Entgrat- und Reinigungsstation bewegten Zustelleinheiten montiert. F Automatische Ausgabestation D (Innen-) Dreheinheit aul Vorschubschlitten
(Zentrierung drehen und Grundnut stechen)
Vorteilhaft ist der geringe Platzbedarf, Nachteilig ist die starre Verkettung, d. h., es ist keine Zwischenspeicherung möglich, die Taktzeiten müssen genau vorher bestimmt werden. Störungen,
z. B. durch Werkzeugbruch, setzen die ganze Maschine still.
1.2 Flexible Fertigung (FF)
Bei den in Kapitel 1 genannten Fertigungseinrichtungen ist trotz der fortgeschrittenen Mechanisierung die Umstellung auf andere Werkstücke nicht oder nur mit hohem Aufwand (Umr sten
Umbau) möglich.

Sondermaschinen, Verkettung von Einzweck- oder Mehrzweckmaschinen und Transferstraßen sind wirtschaftlich nur vertretbar, wenn große Stückzahlen hergestellt werden können und die Produktion über längere Zeit gesichert ist.
Für Produktänderung ,
Veränderung der Marktlage (härterer Wettbewerb, Überkapazitäten, kleinere Zuwachsraten)
geht die Tendenz zu kleineren Stückzahlen bei gleichzeitig stärkerer
Berücksichtigung
der Kundenwünsche und zu möglichst kurzen Lieferzeiten.
Dies läßt sich
nur
durch Flexibilität
der Produktion erreichen.

Flexible Fertigung bedeutet leichte Umrüstbarkeit der Fertigungseinrichtungen auf die
Herstellung eines anderes Werkstückes.
Verschiedene Stufen der Flexibilität lassen sich mit numerisch gesteuerten Maschinen, Be- und Entladeeinrichtungen, Werkzeugwechseleinrichtungen, Werkstückspeichersystemen, Transport-systemen, . realisieren.
Die Steuerung und die Überwachung der Fertigung durch integrierte Rechnersysteme muß so flexibel sein, daß unterschiedliche Werkstücke in beliebiger Folge gefertigt werden können.
.1 Bearbeitungszentren (BZ)
Der Übergang von der manuell bedienten Maschine zum Bearbeitungszentrum ist die erste
Stufe
zur Automatisierung.

Ein Bearbeitungszentrum, z. B. Bohr- und Fr szentrum, setzt sich aus einer CNC-Maschine mit mindestens drei gesteuerten Achsen (X, Y, Z) und einer weiteren gesteuerten Drehachse (A oder B oder C) und einem W erkzeugwechselsystem zusammen.
Damit können Werkstücke an mehreren Seiten in einer Aufspannung bearbeitet werden, z. B. durch Fräsen, Bohren, Ausdrehen, .
Ist das Bearbeitungszentrum aus einer CNC-Drehmaschine mit gesondert angetriebenen Werkzeugen (z. B. Fräser) und einem Werkzeugwechselsystem aufgebaut, so spricht man von einem Drehzentrum. Darauf werden Werkstücke in einer Aufspannung gedreht, gebohrt und gefräst.
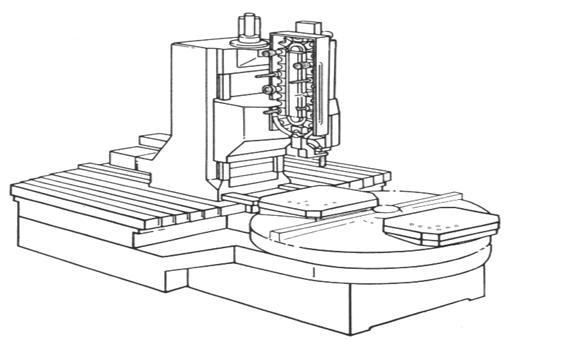
Bild 4 Bearbeitungszentrum
CNC-Bohr- und Fräsmaschine mit Kettenmagazln für Werkzeuge. Der Schwenktisch dient meist zur Aufnahme von Paletten für wechselweises Spannen der Werkstücke

Bild 5 Drehzentrum
CNC Drehmaschine mit Werkzeugrevolver (auch für Eigenantrieb der Werkzeuge)
.2 Fertigungszelle (Flexible Fertigungszelle FFZ)
Eine Fertigungszelle besteht aus einem oder mehreren gleichartigen Bearbeitungszentren mit erweiterter Werkzeug-Speicherkapazität, automatischer und/oder manueller Werkstückversorgung. Die Späneentsorgung ist automatisiert. Ein Leitrechner koordiniert die Steuerungsaufgaben. Eine Fer
tigungszelle eignet sich für die automatische Bearbeitung von Klein- und Mittelserien.
|
Bild 6 Fertigungszelle
.3 Fertigungsinsel (Flexible Fertigungsinsel FFI)
Eine Fertigungsinsel entsteht durch die rechnergeführte Verknüpfung von, sich hinsichtlich der
Fertigungsverfahren ergänzender, (hochautomatisierter) Bearbeitungszentren.
Ein Hauptrechner führt je einen Leitrechner a) für den DNC-Betrieb der Bearbeitungszentren einschlie lich der erweiterten Werkzeugversorgung (Austausch eines Revolvers oder einer Werkzeugpalette), b) für den Werkstücktransport und c) für die W erkstückhandhabung.
Fertigungsinseln eignen sich besonders für die Komplettbearbeitung von Teilefamilien im
Bereich der Mittel- bis Großserienfertigung.
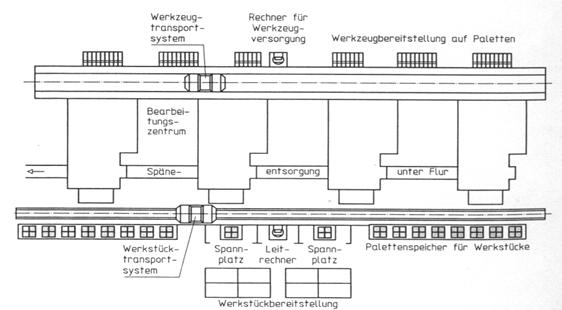
Bild 7 Fertigungsinsel mit vier Bearbeitungszentren
.4 Fertigungssystem (Flexibles Fertigungssystem FFS)
Fertigungssysteme werden aus Fertigungszellen und Fertigungsinseln sowie aus Einzelmaschinen oder/und Handarbeitsplätzen aufgebaut. Ein Rechnersystem steuert den Auftragsablauf die Ubergeordnete Werkstück, Werkzeug und Betriebsmittelversorgung.
Die automatische Bearbeitungsfolge erfordert eine weitgehende Selbstüberwachung der einzelnen Systemkomponenten. Das Einsatzgebiet liegt im Bereich der (Mittel- bis) Großserienfertigung mit unterschiedlichen Teilefamilien und unterschiedlichen Fertigungsverfahren.
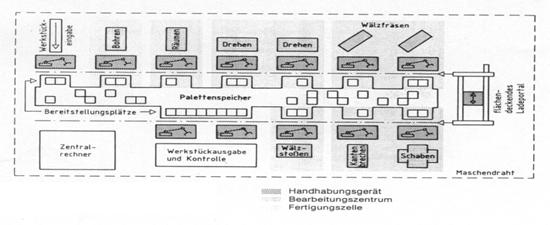
Bild 8 Schematisiertes Fertigungssystem für die Fertigung von Zahnradern unterschiedlicher
Durchmesser
Dabei können unterschiedliche Werkstücke auf einzelnen Maschinen bei wechselnder Losgr e bearbeitet werden. Fertigungssysteme übernehmen mehr und mehr die Funktion von Transferstraßen bei gleichzeitig höherer Flexibilität.
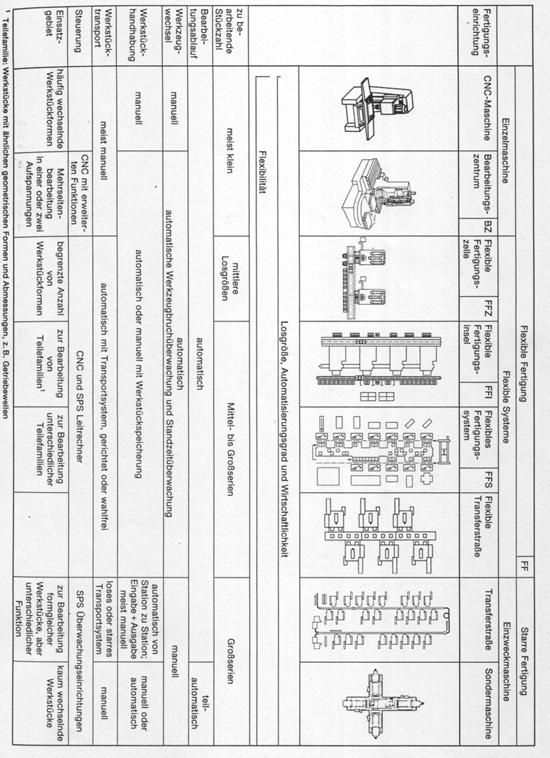
Jede Stufe der Fertigungsautomatisierung hat in Bezug auf Losgröße, Produktivität und
Flexibilität ihr Einsatzgebiet.

Bild 9 Stufen der Fertigungsautomatisierung
Übersicht zur Fertigungsautomatisierung
| Referate über:
|
|
Datenschutz |
| Copyright ©
2025 - Alle Rechte vorbehalten AZreferate.com |
Verwenden sie diese referate ihre eigene arbeit zu schaffen. Kopieren oder herunterladen nicht einfach diese # Hauptseite # Kontact / Impressum |
